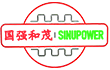
ऑटोमोटिव एचवीएसी निर्माताओं के लिए, हीटर कोर विश्वसनीयता ट्यूब सीम अखंडता से शुरू होती है।सिनुपावर- एक निष्ठावानउत्पादकपरिशुद्धता एल्यूमीनियम थर्मल घटकों का - उत्पादन करता हैलेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंगउच्च शक्ति फाइबर लेजर तकनीक का उपयोग करना। यह प्रक्रिया एक सतत, सजातीय वेल्ड सीम बनाती है जो प्रतिरोध-वेल्डेड या यांत्रिक रूप से सीम किए गए ट्यूबों में आम रिसाव पथ को समाप्त करती है। बी-प्रकार की चपटी प्रोफ़ाइल गर्मी हस्तांतरण के लिए सतह क्षेत्र को अधिकतम करती है जबकि लेजर-वेल्डेड सीम थर्मल साइक्लिंग और शीतलक दबाव के तहत संरचनात्मक अखंडता सुनिश्चित करता है। परिणाम: हीटर कोर जो वाहन के सेवा जीवन के दौरान विश्वसनीय रूप से कार्य करते हैं। एक अग्रणी के रूप मेंहीटर कोर ट्यूबिंग निर्माता, साइनुपॉवर विश्वसनीय, लीक-प्रूफ समाधानों के साथ विश्व स्तर पर ऑटोमोटिव एचवीएसी आपूर्तिकर्ताओं को सेवा प्रदान करता है।
हीटर कोर टयूबिंग के लिए लेजर वेल्डिंग क्यों मायने रखती है
सिनुपावर कालेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंगएक ऐसी प्रक्रिया का उपयोग करके निर्मित किया जाता है जो पारंपरिक ट्यूब निर्माण विधियों पर मापनीय लाभ प्रदान करती है:
शून्य-रिसाव प्रदर्शन
- लेजर वेल्डिंग एक सतत, सजातीय वेल्ड सीम का उत्पादन करती है जिसमें कोई सरंध्रता या सूक्ष्म दरारें नहीं होती हैं - जो हीटर कोर के प्राथमिक विफलता मोड को समाप्त करती है।
- लगातार वेल्ड प्रवेश गहराई (आमतौर पर 0.5-1.2 मिमी) यह सुनिश्चित करती है कि जोड़ आधार सामग्री की ताकत से मेल खाता है या उससे अधिक है।
- प्रत्येक उत्पादन बैच पर हीलियम रिसाव परीक्षण प्रति ट्यूब 0.5 ग्राम/वर्ष से कम रिसाव दर की पुष्टि करता है।
- वेल्ड के बाद किसी भराव सामग्री की आवश्यकता नहीं है, जिससे फ्लक्स अवशेष या ब्रेज़ मिश्र धातु के भंगुर होने का खतरा दूर हो जाता है।
सुपीरियर हीट ट्रांसफर दक्षता
- चपटा बी-प्रकार प्रोफ़ाइल सतह क्षेत्र-से-आयतन अनुपात को बढ़ाता है, जिससे शीतलक से केबिन हवा में तेजी से गर्मी हस्तांतरण सक्षम होता है।
- चिकना आंतरिक बोर हीटर कोर में प्रवाह प्रतिरोध और दबाव ड्रॉप को कम करता है।
- समान दीवार की मोटाई (सहिष्णुता ±0.05 मिमी) पूरी ट्यूब लंबाई में लगातार तापीय चालकता सुनिश्चित करती है।
थर्मल साइक्लिंग के तहत बढ़ी हुई स्थायित्व
- लेज़र वेल्डिंग एक धातुकर्म बंधन बनाता है जो बिना किसी थकान के बार-बार होने वाले थर्मल विस्तार और संकुचन को झेलता है।
- एल्यूमीनियम मिश्र धातु AA3003 और AA3102 के साथ संगत, उनकी उत्कृष्ट थर्मल चालकता (200-220 W/m·K) और फॉर्मैबिलिटी के लिए चुना गया।
- -40°C से +120°C तक 10,000+ थर्मल चक्रों के लिए मान्य, बिना किसी वेल्ड क्षरण के।
स्वच्छ, फ्लक्स-मुक्त विनिर्माण
- लेजर वेल्डिंग फ्लक्स या ब्रेज़िंग पेस्ट की आवश्यकता को समाप्त करती है, संदूषण जोखिम को कम करती है और डाउनस्ट्रीम असेंबली को सरल बनाती है।
- कोई वेल्ड स्पैटर या सतह ऑक्सीकरण नहीं - वेल्डिंग के तुरंत बाद ट्यूब फिन अटैचमेंट और हेडर ब्रेज़िंग के लिए तैयार हैं।
- सुसंगत वेल्ड बीड ज्यामिति संरेखण समस्याओं के बिना स्वचालित फिन सम्मिलन और कोर स्टैकिंग की अनुमति देती है।
लेजर वेल्डेड बी-टाइप ट्यूब बनाम पारंपरिक सीमेड ट्यूब
| तुलना कारक |
लेजर वेल्डेड ट्यूब |
पारंपरिक सीमेड ट्यूब |
| वेल्ड सीम अखंडता |
सतत, सजातीय सीवन - कोई सरंध्रता नहीं |
आंतरायिक या यंत्रवत् मुड़ा हुआ सीवन |
| रिसाव दर (हीलियम) |
≤0.5 ग्राम/वर्ष |
1-3 ग्राम/वर्ष (सामान्य) |
| गर्मी प्रभावित क्षेत्र |
संकीर्ण (≤1.0 मिमी) - न्यूनतम विरूपण |
चौड़ा (2-4 मिमी) - संभावित विरूपण |
| वेल्ड ताकत |
आधार सामग्री से मेल खाता है या उससे अधिक है |
आमतौर पर आधार सामग्री का 70-85% |
| फ्लक्स/संदूषण |
कोई नहीं - स्वच्छ प्रक्रिया |
फ़्लक्स अवशेष रह सकते हैं |
| सतही समापन |
चिकना, ऑक्सीकरण मुक्त |
वेल्ड के निशान, ऑक्साइड का निर्माण |
| वेल्ड के बाद का उपचार |
आवश्यक नहीं |
सफाई या कोटिंग की आवश्यकता हो सकती है |
| उत्पादन गति |
उच्च - पूरी तरह से स्वचालित |
मध्यम - एकाधिक गठन चरण |
| लागत क्षमता |
कम कुल लागत (कम अस्वीकृत, कोई पोस्ट-वेल्ड सफाई नहीं) |
उच्च अस्वीकार दर, अतिरिक्त परिष्करण |
विनिर्माण प्रक्रिया - कॉइल से तैयार ट्यूब तक
का उत्पादनलेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंगकॉइल स्टॉक से तैयार ट्यूब तक एक कसकर नियंत्रित छह-चरणीय प्रक्रिया का पालन करता है:
चरण 1 - सामग्री चयन
- आधार सामग्री: एल्यूमीनियम मिश्र धातु AA3003 और AA3102, तापीय चालकता, निर्माणशीलता और टांकने की अनुकूलता के लिए चयनित।
- रासायनिक संरचना और सतह की गुणवत्ता के लिए आने वाले कॉइल स्टॉक का परीक्षण किया गया।
- सामग्री की मोटाई सीमा: अनुप्रयोग आवश्यकताओं के आधार पर 0.20 मिमी से 0.60 मिमी।
चरण 2 - पट्टी बनाना
- एल्यूमीनियम पट्टी को बी-प्रकार प्रोफ़ाइल में रोल किया जाता है - हीटर कोर ट्यूबों की चपटी, अंडाकार क्रॉस-सेक्शन विशेषता।
- परिशुद्धता बनाने वाले डाई पूरे कॉइल की लंबाई में लगातार प्रोफ़ाइल आयाम सुनिश्चित करते हैं।
- सहनशीलता बनाए रखने के लिए इन-लाइन लेजर माप प्रोफ़ाइल ज्यामिति की निगरानी करता है।
चरण 3 - लेजर वेल्डिंग
- उच्च-शक्ति फाइबर लेजर (1-3 किलोवाट) ट्यूब सीम पर केंद्रित ऊर्जा प्रदान करता है, जिससे गहरी पैठ और संकीर्ण चौड़ाई के साथ एक कीहोल वेल्ड बनता है।
- परिरक्षण गैस (आर्गन या हीलियम) वेल्ड पूल को ऑक्सीकरण से बचाती है।
- वास्तविक समय वेल्ड निगरानी पैठ की गहराई, वेल्ड की चौड़ाई और सरंध्रता को ट्रैक करती है - स्वचालित रूप से आउट-ऑफ-स्पेक अनुभागों को अस्वीकार कर देती है।
चरण 4 - वेल्ड सीम एनीलिंग
- स्थानीयकृत पोस्ट-वेल्ड एनीलिंग आधार सामग्री के स्वभाव को प्रभावित किए बिना वेल्ड क्षेत्र में अवशिष्ट तनाव से राहत देता है।
- यह सुनिश्चित करता है कि वेल्ड क्षेत्र में बाकी ट्यूब के समान लचीलापन और निर्माण क्षमता है।
चरण 5 - आकार देना और लंबाई में कटौती करना
- साइज़िंग डाइज़ की एक श्रृंखला के माध्यम से ट्यूबों को अंतिम आयामों में कैलिब्रेट किया जाता है।
- सटीक काटने या कतरने वाले उपकरण का उपयोग करके ग्राहक द्वारा निर्दिष्ट लंबाई में काटें।
- सिरों को डिबर्ड किया जाता है और फिन इंसर्शन या हेडर अटैचमेंट के लिए तैयार किया जाता है।
चरण 6 - 100% लीक परीक्षण
- प्रत्येक ट्यूब लीक-प्रूफ प्रदर्शन को सत्यापित करने के लिए हीलियम मास स्पेक्ट्रोमेट्री रिसाव परीक्षण से गुजरती है।
- स्वीकृति मानदंड: ≤0.5 ग्राम/वर्ष रिसाव।
- परीक्षण में विफल रहने वाली ट्यूबों को स्वचालित रूप से अस्वीकार कर दिया जाता है - यह सुनिश्चित करते हुए कि कोई भी दोषपूर्ण ट्यूब उत्पादन लाइन से बाहर न जाए।
अनुप्रयोग फोकस - ऑटोमोटिव एचवीएसी के लिए हीटर कोर
एक भरोसेमंद के रूप मेंऑटोमोटिव हीटर कोर ट्यूब आपूर्तिकर्ता, सिनुपॉवर के उत्पाद कई वाहन प्लेटफार्मों पर तैनात हैं:
प्राथमिक अनुप्रयोग
-
यात्री वाहन एचवीएसी सिस्टम:सेडान, एसयूवी और हल्के ट्रकों में केबिन हीटिंग के लिए मुख्य घटक।
-
वाणिज्यिक वाहन जलवायु नियंत्रण:ट्रकों, बसों और ऑफ-हाईवे उपकरणों के लिए हेवी-ड्यूटी हीटर कोर।
-
इलेक्ट्रिक वाहन थर्मल प्रबंधन:ईवी हीटिंग सिस्टम (हीट पंप या प्रतिरोधी हीटिंग कॉन्फ़िगरेशन) में एकीकृत।
-
एचवीएसी एयर हैंडलिंग इकाइयाँ:भवन और औद्योगिक हीटिंग अनुप्रयोगों में उपयोग किया जाता है जहां कॉम्पैक्ट, लीक-प्रूफ हीट एक्सचेंजर्स की आवश्यकता होती है।
हीटर कोर असेंबली में एकीकरण बिंदु
- ट्यूबों को फिन स्टैक के बीच डाला जाता है और कोर ब्लॉक बनाने के लिए विस्तारित या ब्रेज़ किया जाता है।
- ट्यूब के सिरे ब्रेज़िंग या मैकेनिकल जॉइनिंग के माध्यम से इनलेट/आउटलेट हेडर से जुड़े होते हैं।
- कूलेंट (इंजन कूलेंट या ईवी हीटिंग तरल पदार्थ) ट्यूब के अंदरूनी हिस्से से बहता है, जबकि हवा बाहरी बाहरी हिस्से से होकर गुजरती है।
- गर्मी का स्थानांतरण तरल पदार्थ से ट्यूब की दीवार और पंखों के माध्यम से केबिन की हवा में होता है।
असेंबली प्रक्रियाओं के साथ संगतता
- हमारी टयूबिंग नियंत्रित वायुमंडल ब्रेज़िंग (CAB) और वैक्यूम ब्रेज़िंग प्रक्रियाओं दोनों के साथ संगत है।
- चिकने, ऑक्साइड-मुक्त वेल्ड सीम को टांकने से पहले किसी अतिरिक्त सफाई की आवश्यकता नहीं होती है - जिससे प्रक्रिया चरण और संदूषण जोखिम कम हो जाते हैं।
- विशिष्ट कोर ज्यामिति और वाहन प्लेटफ़ॉर्म आवश्यकताओं को पूरा करने के लिए ट्यूब प्रोफाइल और लंबाई को अनुकूलित किया जा सकता है।
गुणवत्ता प्रमाणपत्र और विनिर्माण मानक
सिनुपावर की विनिर्माण प्रक्रियाएं निम्नलिखित प्रमाणित प्रणालियों के तहत संचालित होती हैं:
सिस्टम प्रमाणपत्र
-
आईएटीएफ 16949:2016- ऑटोमोटिव गुणवत्ता प्रबंधन
-
आईएसओ 9001:2015- गुणवत्ता प्रबंधन
-
आईएसओ 14001:2015-पर्यावरण प्रबंधन
-
आईएसओ 45001:2018- व्यावसायिक स्वास्थ्य और सुरक्षा
परीक्षण एवं निरीक्षण
- इन-लाइन आयामी निगरानी (लेजर माइक्रोमीटर)
- हीलियम रिसाव परीक्षण - 100% ट्यूब
- वेल्ड नमूनों पर तन्यता और विस्फोट परीक्षण
- वेल्ड क्रॉस-सेक्शन का सूक्ष्म निरीक्षण
- दृष्टि प्रणालियों का उपयोग करके सतह निरीक्षण
📋 अनुरोध पर पूर्ण प्रमाणपत्र प्रतियां उपलब्ध हैं।
बौद्धिक संपदा
-
2 आविष्कार पेटेंट- बी-टाइप ट्यूबों के लिए एक मालिकाना लेजर वेल्डिंग पोजिशनिंग सिस्टम सहित।
-
15 डिज़ाइन पेटेंट- अद्वितीय ट्यूब प्रोफाइल और हीटर कोर ज्यामिति को कवर करना।
-
16 उपयोगिता मॉडल पेटेंट- ट्यूब बनाने और वेल्डिंग प्रक्रियाओं में सुधार पर ध्यान केंद्रित किया गया।
हीटर कोर टयूबिंग के लिए अनुकूलन क्षमताएँ
आयामी अनुकूलन
-
ट्यूब की चौड़ाई:12 मिमी से 40 मिमी (ग्राहक द्वारा निर्दिष्ट)
-
ट्यूब की ऊंचाई:1.5 मिमी से 5.0 मिमी (चपटा प्रोफ़ाइल)
-
दीवार की मोटाई:0.20 मिमी से 0.60 मिमी
-
लंबाई:100 मिमी से 2,000 मिमी (प्रति ऑर्डर लंबाई में कटौती)
-
सहनशीलता:महत्वपूर्ण आयामों पर ±0.05 मिमी
मिश्र धातु और कोटिंग विकल्प
-
एए3003:मानक मिश्र धातु - अच्छी तापीय चालकता और निर्माण क्षमता, संक्षारण प्रतिरोधी।
-
एए3102:उच्च शक्ति संस्करण - उच्च दबाव या अधिक मांग वाले अनुप्रयोगों के लिए उपयुक्त।
-
सतह का उपचार:बेहतर संक्षारण प्रतिरोध के लिए वैकल्पिक जिंक-फ्लेक कोटिंग या रूपांतरण कोटिंग।
अंतिम प्रपत्र विकल्प
-
स्क्वेयर कट- हेडर प्रविष्टि के लिए मानक
-
चम्फर्ड समाप्त होता है- आसान असेंबली और सील फिटमेंट के लिए
-
विस्तारित सिरे- मैकेनिकल हेडर कनेक्शन के लिए
-
कस्टम अंत प्रोफ़ाइल- प्रति ग्राहक ड्राइंग

विकास की प्रक्रिया
-
आवश्यकता प्रस्तुत करना:ग्राहक विनिर्देश, चित्र या प्रदर्शन लक्ष्य प्रदान करता है।
-
व्यवहार्यता समीक्षा:इंजीनियरिंग टीम सामग्री, प्रोफ़ाइल और वेल्डिंग मापदंडों का मूल्यांकन करती है।
-
टूलींग डिजाइन:फॉर्मिंग और वेल्डिंग डाइज़ का निर्माण घर में ही किया जाता है।
-
प्रोटोटाइप रन:ग्राहक सत्यापन के लिए 100 टुकड़े तक - केवल लागत।
-
उत्पादन:पीपीएपी लेवल 3 के साथ पूर्ण पैमाने पर विनिर्माण उपलब्ध है।
-
वितरण:सामग्री प्रमाण पत्र और निरीक्षण रिपोर्ट के साथ निर्धारित शिपमेंट।
गुणवत्ता आश्वासन - हम विश्वसनीय वेल्ड गुणवत्ता कैसे सुनिश्चित करते हैं
का हर बैचलेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंगहमारे कठोर गुणवत्ता नियंत्रण ढांचे से गुजरता है:
कच्चा माल नियंत्रण
- पूर्ण सामग्री ट्रेसेबिलिटी के साथ आईएसओ 14001-प्रमाणित स्मेल्टर से प्राप्त एल्यूमीनियम कॉइल।
- आने वाला निरीक्षण: रासायनिक संरचना (ओईएस), सतह की गुणवत्ता और मोटाई का सत्यापन।
इन-प्रोसेस नियंत्रण
-
गठन:प्रोफ़ाइल सटीकता बनाए रखने के लिए फीडबैक नियंत्रण के साथ वास्तविक समय आयाम की निगरानी।
-
लेसर वेल्डिंग:शक्ति, गति और परिरक्षण गैस प्रवाह की लगातार निगरानी की जाती है। वेल्ड सीम गुणवत्ता इनलाइन ऑप्टिकल कोहेरेंस टोमोग्राफी (ओसीटी) के माध्यम से सत्यापित की गई।
-
एनीलिंग:वेल्ड ज़ोन में सुसंगत अनाज संरचना सुनिश्चित करने के लिए तापमान की निगरानी के साथ स्थानीयकृत इंडक्शन एनीलिंग।
अंतिम निरीक्षण
-
आयामी:ओडी, चौड़ाई, ऊंचाई और दीवार की मोटाई प्रति ट्यूब 3 बिंदुओं पर मापी गई।
-
लीक परीक्षण:हीलियम मास स्पेक्ट्रोमेट्री - 100% ट्यूब, ≤0.5 ग्राम/वर्ष।
-
वेल्ड निरीक्षण:वेल्ड सीम निरंतरता का दृश्य और सूक्ष्म सत्यापन।
-
यांत्रिक:प्रति ताप-उपचार बैच में तन्यता और विस्फोट परीक्षण।
ये प्रक्रियाएं सुनिश्चित करती हैं कि प्रत्येक शिपमेंट ऑटोमोटिव एचवीएसी अनुप्रयोगों की कठोर गुणवत्ता आवश्यकताओं को पूरा करता है।
स्थिरता और पर्यावरणीय अनुपालन
ऊर्जा दक्षता
- लेज़र वेल्डिंग में पारंपरिक ब्रेज़िंग भट्टी संचालन की तुलना में काफी कम ऊर्जा की खपत होती है - जिससे हमारे कार्बन पदचिह्न में कमी आती है।
- एनीलिंग प्रक्रियाओं में पुनर्योजी बर्नर तकनीक गैस की खपत को 18% तक कम कर देती है।
पुनर्चक्रण और अपशिष्ट में कमी
- 98% सामग्री उपयोग - सभी एल्युमीनियम स्क्रैप को अलग कर दिया जाता है और प्रमाणित रिसाइक्लर्स को वापस कर दिया जाता है।
- वेल्डिंग प्रक्रिया में किसी फ़्लक्स या ब्रेज़िंग पेस्ट का उपयोग नहीं किया जाता है, जिससे खतरनाक अपशिष्ट धाराएँ समाप्त हो जाती हैं।
अनुपालन
- RoHS अनुरूप - सामग्री या प्रक्रियाओं में कोई प्रतिबंधित पदार्थ नहीं।
- पहुंच के अनुरूप - सभी मिश्र धातु और प्रसंस्करण रसायन वर्तमान यूरोपीय संघ के पर्यावरण मानकों को पूरा करते हैं।
लेजर वेल्डेड हीटर कोर ट्यूबिंग के बारे में अक्सर पूछे जाने वाले प्रश्न
प्रश्न: हीटर कोर ट्यूबों के लिए पारंपरिक प्रतिरोध वेल्डिंग की तुलना में लेजर वेल्डिंग का क्या फायदा है? ए: लेजर वेल्डिंग एक संकीर्ण गर्मी-प्रभावित क्षेत्र, गहरी वेल्ड पैठ और अधिक सुसंगत सीम का उत्पादन करती है - जिसके परिणामस्वरूप कम रिसाव दर, बेहतर थकान प्रतिरोध और शून्य प्रवाह संदूषण होता है।
प्रश्न: इस टयूबिंग के लिए कौन सी मिश्र धातुएँ उपलब्ध हैं? उत्तर: हम AA3003 (मानक) और AA3102 (उच्च शक्ति) प्रदान करते हैं। अनुरोध पर कस्टम मिश्र धातुओं का मूल्यांकन किया जा सकता है।
प्रश्न: उत्पादन ऑर्डर के लिए मानक लीड समय क्या है? उत्तर: 50,000 पीस तक के ऑर्डर के लिए मानक लीड समय 20-25 कार्य दिवस है। अत्यावश्यक आवश्यकताओं के लिए त्वरित उत्पादन उपलब्ध है।
प्रश्न: क्या आप प्रत्येक शिपमेंट के साथ लीक परीक्षण रिपोर्ट प्रदान करते हैं? उत्तर: हाँ. प्रत्येक शिपमेंट में प्रत्येक उत्पादन बैच के लिए हीलियम रिसाव परीक्षण रिपोर्ट, साथ ही सामग्री प्रमाणपत्र और आयामी निरीक्षण रिपोर्ट शामिल होती हैं।
प्रश्न: क्या आप बी-टाइप प्रोफ़ाइल से परे विभिन्न क्रॉस-सेक्शन वाले ट्यूब का उत्पादन कर सकते हैं? उत्तर: हाँ. जबकि बी-प्रकार हमारा मानक हीटर कोर प्रोफ़ाइल है, हम विशेष अनुप्रयोगों के लिए कस्टम क्रॉस-सेक्शन (फ्लैट, अंडाकार, डी-आकार) विकसित कर सकते हैं।
प्रश्न: आप अधिकतम कितनी ट्यूब लंबाई का उत्पादन कर सकते हैं? ए: मानक अधिकतम लंबाई 2,000 मिमी है। लंबी आवश्यकताओं के लिए, कृपया हमारी इंजीनियरिंग टीम से परामर्श लें - प्रोफ़ाइल और मिश्र धातु के आधार पर लंबी लंबाई संभव हो सकती है।
प्रश्न: कस्टम डाई विकास के लिए सामान्य नेतृत्व समय क्या है? उत्तर: कस्टम फॉर्मिंग और वेल्डिंग डाई आमतौर पर 15-20 कार्य दिवसों में पूरी हो जाती हैं। डाई अनुमोदन के बाद 10 कार्य दिवसों के भीतर प्रोटोटाइप ट्यूब का उत्पादन किया जा सकता है।
सिनुपॉवर वितरित करता हैलेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंगजो ऑटोमोटिव एचवीएसी निर्माताओं को बेहतर विश्वसनीयता, लगातार थर्मल प्रदर्शन और कम कुल उत्पादन लागत के साथ हीटर कोर का उत्पादन करने में सक्षम बनाता है। हम ओईएम, टियर-वन एचवीएसी आपूर्तिकर्ताओं और हीटर कोर निर्माताओं को नमूने, तकनीकी डेटाशीट या सहयोगी डिजाइन समीक्षा के लिए हमसे संपर्क करने के लिए आमंत्रित करते हैं।
इंजीनियरिंग समीक्षा:श्री गाओ कियांग, सिनुपॉवर संस्थापक - एल्यूमीनियम एक्सट्रूज़न और थर्मल प्रबंधन में 20+ वर्ष, जिसमें फॉर्च्यून 500 विनिर्माण कंपनियों में पूर्व नेतृत्व भी शामिल है।
सिनुपॉवर के साथ भागीदार - प्रत्येक हीटर कोर के लिए लीक-प्रूफ परिशुद्धता।
📧ईमेल:robert.gao@sinupower.com
🌐वेबसाइट:www.sinupower-transfertubes.com
📄नमूने या डेटाशीट का अनुरोध करें: हमारी बिक्री टीम से संपर्क करें →
हॉट टैग: लेजर वेल्डेड लीक प्रूफ कनेक्शन हीटर कोर ट्यूबिंग, चीन, निर्माता, आपूर्तिकर्ता, फैक्टरी, टिकाऊ, थोक, गुणवत्ता