
फ्लैट अंडाकार ट्यूबक्रॉस सेक्शन (लंबी अक्ष 80-200 मिमी, छोटी अक्ष 30-80 मिमी) में फ्लैट अंडाकार हैं, और क्रॉस सेक्शन स्केवनेस और अत्यधिक बूर जैसी समस्याएं समकोण को काटने के दौरान होने वाली होती हैं। बाद की वेल्डिंग या असेंबली की गुणवत्ता सुनिश्चित करने के लिए सटीक प्रसंस्करण प्राप्त करने के लिए पेशेवर प्रक्रियाओं और उपकरणों की आवश्यकता होती है।
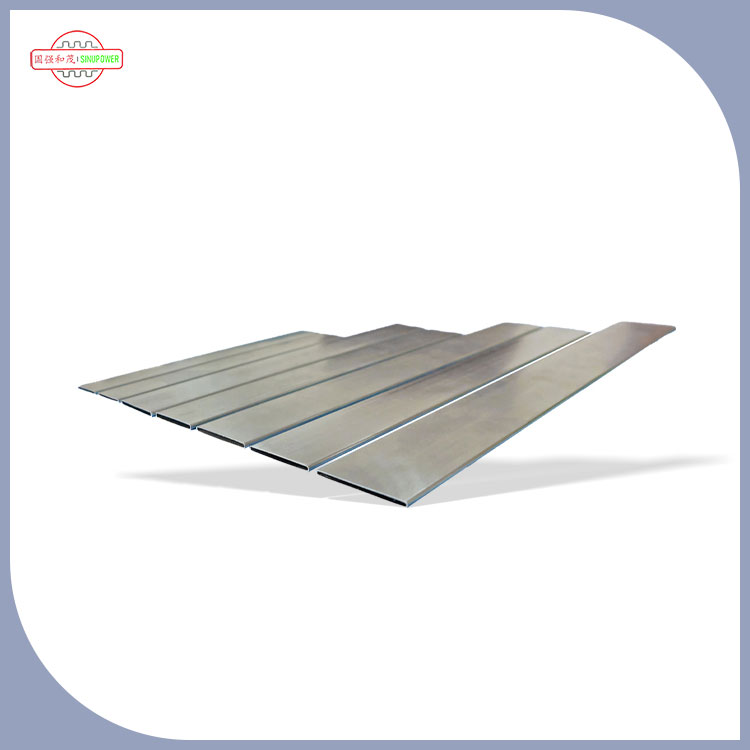
काटने की कठिनाई क्रॉस-अनुभागीय विशेषताओं पर केंद्रित है। फ्लैट अंडाकार ट्यूबों की असममित संरचना पारंपरिक एक-आकार-फिट-सभी विधि की समकोण कोण सटीकता सुनिश्चित करना मुश्किल बनाती है। यदि काटने का कोण विचलन 1 ° से अधिक है, तो बट संयुक्त अंतर 0.5 मिमी से अधिक होगा, वेल्डिंग ताकत को प्रभावित करेगा। इसके अलावा, जब ट्यूब की दीवार की मोटाई (आमतौर पर 2-5 मिमी) असमान होती है, तो स्थानीय ओवरहीटिंग और विरूपण होने का खतरा होता है। विशेष रूप से स्टेनलेस स्टील सामग्री के प्रसंस्करण में, उच्च तापमान ऑक्साइड के पैमाने का कारण होगा, जिससे बाद में पीसने की लागत में वृद्धि होगी।
उपकरण चयन को सामग्री और विनिर्देशों से मेल खाने की आवश्यकता है। कम-कार्बन स्टील फ्लैट अंडाकार ट्यूबों के लिए, प्लाज्मा कटिंग (वर्तमान 80-120A) की सिफारिश की जाती है, जिसमें 10-15 मिमी/एस की कटिंग गति होती है, और अनुभाग की ऊर्ध्वाधरता त्रुटि को 0.3 मिमी/मीटर के भीतर नियंत्रित किया जा सकता है; स्टेनलेस स्टील सामग्री के लिए, लेजर कटिंग (पावर 500-1000W) को प्राथमिकता दी जाती है, जो ऑप्टिकल फाइबर द्वारा प्रेषित उच्च-ऊर्जा प्रकाश बीमों के माध्यम से संपर्क रहित प्रसंस्करण का एहसास करता है, जिसमें इंटरग्रेन्युलर जंग से बचने के लिए <0.1 मिमी के गर्मी प्रभावित क्षेत्र के साथ। पतली-दीवार वाली ट्यूब (मोटाई <3 मिमी) C. 0.01 मिमी की सटीकता के साथ सीएनसी तार काटने का उपयोग कर सकती है, जो सटीक घटक प्रसंस्करण के लिए उपयुक्त है।
ऑपरेशन प्रक्रिया स्थिति और पैरामीटर सेटिंग पर केंद्रित है। काटने से पहले, पाइप फिटिंग को यह सुनिश्चित करने के लिए जुड़नार द्वारा तय करने की आवश्यकता होती है कि कटिंग लाइन अक्ष (विचलन ° 0.5 °) के लिए लंबवत है, और विरूपण को रोकने के लिए स्थिरता के क्लैंपिंग बल को 5-10mpa पर नियंत्रित किया जाता है; प्लाज्मा काटने के दौरान, नोजल को पाइप की दीवार से 3-5 मिमी दूर रखा जाता है, और गैस के दबाव (हवा या नाइट्रोजन) को चाप विचलन से बचने के लिए 0.6-0.8mpa पर सेट किया जाता है; लेजर कटिंग को दीवार की मोटाई के अनुसार फोकस स्थिति को समायोजित करने की आवश्यकता होती है, और काटने में सुधार के लिए मोटी-दीवार वाले पाइपों का ध्यान पाइप की दीवार के 1/3 तक समायोजित किया जाता है।
बाद में प्रसंस्करण अंतिम गुणवत्ता को प्रभावित करता है। काटने के बाद, एक कोण की चक्की (एक 120-ग्रिट पीस व्हील के साथ) को क्रॉस-सेक्शन खुरदरापन ra such12.5μm बनाने के लिए burrs को हटाने की आवश्यकता होती है; स्टेनलेस स्टील पाइप को कट पर जंग को रोकने के लिए (10-15 मिनट के लिए नाइट्रिक एसिड समाधान में डूबा हुआ) को पारित करने की आवश्यकता है। उच्च परिशुद्धता आवश्यकताओं (जैसे कि ऑटोमोबाइल एग्जॉस्ट पाइप असेंबली) वाले दृश्यों के लिए, यह सुनिश्चित करने के लिए कि यह ± 0.1 ° के सहिष्णुता मानक को पूरा करता है, के लिए एक तीन-समन्वित मापने वाले उपकरण द्वारा सही कोण विचलन का पता लगाने की आवश्यकता है।
एफ पर समकोण को काटनालट अंडाकार ट्यूबउपकरण प्रदर्शन और प्रक्रिया विवरण दोनों पर विचार करने की आवश्यकता है। सटीक स्थिति, पैरामीटर अनुकूलन और बाद में प्रसंस्करण के माध्यम से, एक चिकनी क्रॉस सेक्शन और सटीक कोण प्रसंस्करण प्रभाव प्राप्त किया जा सकता है, जो पाइपलाइन कनेक्शन की सीलिंग और संरचनात्मक शक्ति के लिए एक बुनियादी गारंटी प्रदान करता है।